欢迎访问
江苏特尔利钢铁有限公司
网站江苏特尔利钢铁有限公司
主营: 江苏耐候板 无锡耐候板 无锡耐候钢板
咨询热线电话
主营: 江苏耐候板 无锡耐候板 无锡耐候钢板
咨询热线电话
 2024-02-22 09:04:10
2024-02-22 09:04:10
无锡耐候板因为表面是红色的Q235NH耐候板,抗腐蚀性和抗拉性能是特别的高江苏耐候板,被广泛运用于装饰行业和大型的庆典仪式上使用。它的制作要求比较严格,工序制作比较繁琐。所以无锡耐候板的价格通常也是比较高的。
无锡耐候板焊接技术要求严格:如果使用无抗大气腐蚀的填充金属则应该确保焊缝本身是耐候的。在焊接之前,应该将已形成的表面层清除至接头边缘10mm到20mm的距离。焊接钢材级别S355J0WP和S355J2WP采用的磷含量很高时,应该采用特殊的预防措施。
无锡耐候板宽度在 500-1400mm 之间。根据不同的用途无锡耐候板,无锡耐候板采用不同材质钢坯轧制而成。通常采用材质有普碳钢、优碳钢、合金结构钢、碳素工具钢、不锈钢、簧钢和电工用硅钢等。它们主要用于汽车工业、航空工业、搪瓷工业、电气工业、机械 工业等部门。无锡耐候板除轧制后直 接交货之外,还有经过酸洗的、镀锌和镀锡等种类。
厚钢板是厚度在 4mm 以上的钢板的统称,在实际工作中,常将厚 度小于 20mm的钢板 称为中板,厚度>20mm 至 60mm 的钢板称为厚板,厚度> 60mm 的钢板则需在专门 的特厚板轧机上轧制,故称特厚板无锡耐候钢板。厚钢板的宽度从 0.6mm-3.0mm。
公司始终靠“以质量为生命,视客户为上帝”的经营理念立足,立志做钢铁行业的诚信企业。谨向对我公司给予关怀和支持的新老客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展!



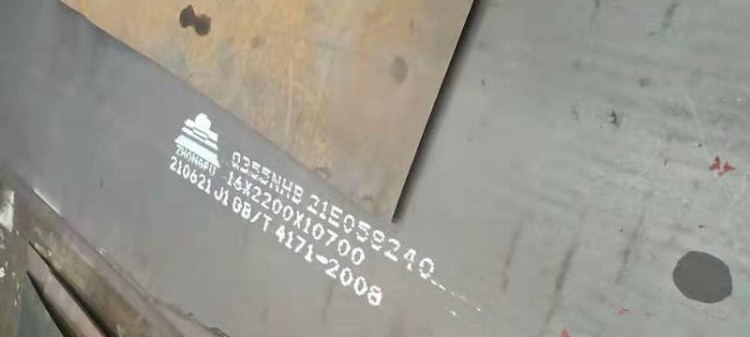
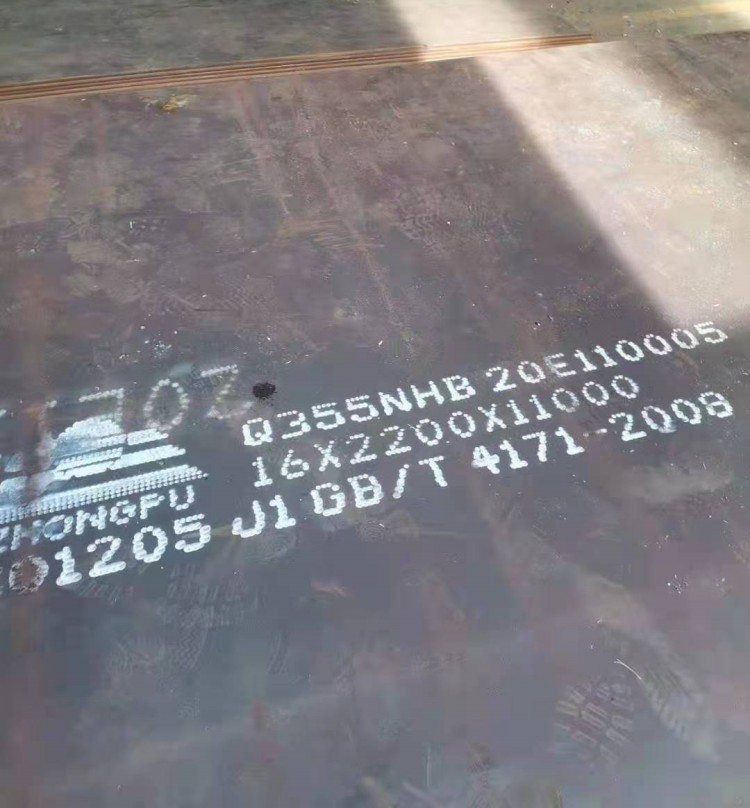
针对无锡耐候板的不同用途有不同的标准,我国主要关于无锡耐候板的标准有:
GB/T 4171《高耐候结构钢》,主要钢种为Q××GNH(L),其中××代表屈服强度,L代表含有Cr、Ni元素;
GB/T 4172《焊接结构耐候钢》,主要钢种有Q××NH,其中××代表屈服强度;
GB/T 18982《集装箱用耐腐蚀钢板及钢带》,主要钢种有Q××GNH(L)J、Q××NHYJ,其中L代表含有Cr、Ni元素,NHY代表耐海洋,J代表集装箱;
TB/T 1979《铁道车辆用耐大气腐蚀钢订货技术条件》,主要钢种以含有的合金元素表示,如08CuPVRE、09CuPCrNi等。


我公司以质量求生存,以信誉求发展,以真诚服务为宗旨,采用灵活的运作机制,适应市场的变化和需求,凭借与新老客户的真诚信任和长期建立的合作业务关系,感谢国内外客户多年来对我公司的支持。
我公司秉承“顾客为先,锐意进取”的经营理念为广大客户提供真诚的服务。真诚欢迎新老客户来人来电洽谈。我公司将以真诚的服务与您精诚合作,共创辉煌!
我们公司本着“一切为客户着想,急客户所急,想客户所想”的原则,对于急着要货的客户,我们会安排加急处理,甚至是连夜赶工制作其所需要的产品。而面对运输问题,我们有着自己的运输队伍,随时随地可以将货品给您送货上门,解决您的一切。


无锡耐候板在生产过程中具有相对重要的市场,也是一个相对重要的生产工艺。由于无锡耐候板在生产中一直发挥着重要作用,因此生产工艺相对较好。在生产中,开始就是加热。加热时,应分段加热。每个部分的加热固定在一个温度以上,不能超过或低于每个温度条件。火不能太大或太小。它应该合理地完成。
加热段分为四段,每段30个喷嘴,共120个喷嘴,退火温度1100℃,炉内再生器温度可达1250℃,预热段设有氧含量测量仪和热电偶。以及每个加热段。在不同的炉段安装有五个圆盘辊支撑组件。他们愿意在网上快速更换滚筒。每个圆盘辊总成配备两个陶瓷纤维支撑辊。



厚度大于50mm的无锡耐候板一般采用火焰切割,也叫氧气切割。其工艺大体如下:
(1)根据无锡耐候板的厚度安装适当孔径的割嘴;
(2)将氧气和燃气压力调至规定值;
(3)用切割点火器点燃预热焰,接着慢慢打开预热氧气阀,调节火焰白心长度,使火焰成中性焰,预热起割点。
(4)在切割起点上只用预热焰加热,割嘴垂直于无锡耐候板表面,火焰白心端距无锡耐候板表面1.5~2.5mm;
(5)当起点达到燃烧温度(辉红色)时,打开切割氧气阀,瞬间就可进行切割;
(6)在确认已割至无锡耐候板下表面后,就沿着切割线以适当的速度移动割嘴继续往前切割;
(7)切割终了时,先关闭切割氧气阀,再关闭预热焰的氧气阀。


侯经理

0510-85226663

13358113678

2762090087

2762090087@qq.com

无锡市城南路32-1号B厅336室

