欢迎访问
江苏特尔利钢铁有限公司
网站江苏特尔利钢铁有限公司
主营: 江苏耐候板 无锡耐候板 无锡耐候钢板
咨询热线电话
主营: 江苏耐候板 无锡耐候板 无锡耐候钢板
咨询热线电话
 2020-12-25 09:09:22
2020-12-25 09:09:22
根据江苏耐候板的不同阶段,可以用不同方法:
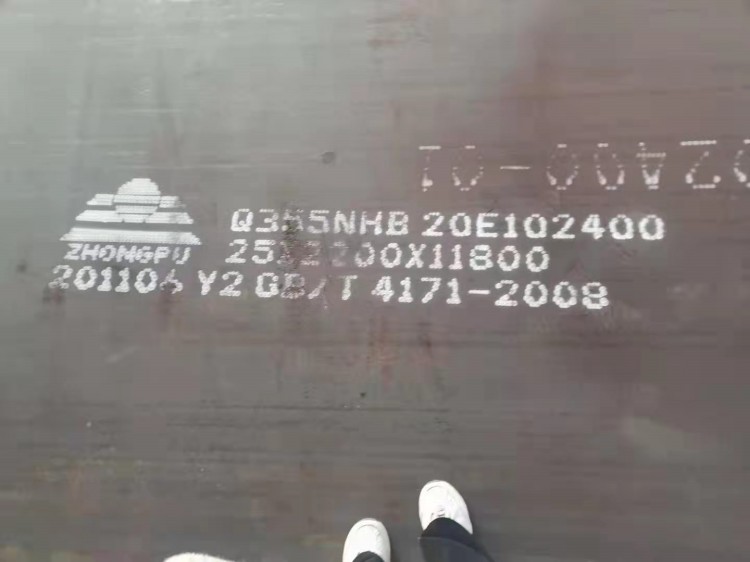
一、江苏耐候板未长锈阶段,肉眼不能区分江苏耐候板和普通热轧钢板,1、需要参考钢厂的质保书,质保书尽量要求供应商提供有钢厂红章的原件,以免商家以劣充好。江苏耐候板的常见材质有宝钢或鞍钢的09cupcrnia耐候钢板,B480GNQR等,普通热轧钢板的材质是Q235B、SPHC等。2、提供样板给的第三方检测机构,检测金属成份是否匹配质保书【长锈的任何阶段都可用此方法】
二、江苏耐候板长锈一阶段(户外1-3个月),江苏耐候板开始长出小锈点,普通钢板的锈点比较疏松,部分发锈处理差的甚至出现掉锈皮;
三、江苏耐候板长锈第二阶段(户外4-8个月),江苏耐候板锈水较少,锈点较小厚密;普通钢板的锈水比较多,锈点较大薄疏;普通钢板的锈柱、泪痕比较严重,工件底部有发黑迹象;四、钢板长锈第三阶段(户外8个月以上)无锡耐候板,江苏耐候板有清晰的致密的锈核层,锈点之间紧密粘连成保护层,用手擦几乎不掉锈;普通钢板掉锈量较多,甚至整块锈皮剥落,锈红色耐候板,锈穿。江苏耐候板是偏向红褐色,普通钢板是偏向暗黑色无锡耐候钢板。


江苏耐候板通过加入耐候性元素,使钢铁材料在锈层和基体之间形成一层约50~100μm厚的致密且与基体金属粘附性好氧化物层。
由于这层致密氧化物膜的存在,阻止了大气中氧和水向钢铁基体渗入,减缓了锈蚀向钢铁材料纵深发展,从而大大提高了钢铁材料的耐大气腐蚀能力。
江苏耐候板具有良好的抗大气腐蚀性能,其中合金元素起到决议性的作用,包括障碍绣层的生长;推延绣的结晶;障碍裂纹和缺陷。碳对钢的耐大气腐蚀不利。影响焊接、冷脆和冲压性能。江苏耐候板中碳被控制在0.12%以下。铜耐大气腐蚀。铜在钢的基体上构成防绣阻挠层,但铜在晶体之间构成晶间作用,容易产生裂纹。磷是进步耐大气腐蚀性能主要的元素之一。


1)江苏耐候板的钢锭的成分偏析比较严重,特别是C、S、P等元素。冶炼和铸锭时应予以注意。
由于大钢锭的凝固结晶缓慢,细小的夹杂物有机会聚集而形成粗大的肉眼可见或超声波探伤能够检查出的大夹杂物,钢锭的下部常出现硅酸盐沉积堆,锻造时应予以切除。
2)江苏耐候板在锻造后常常得到粗大而不均匀的再结晶晶粒,奥氏体的晶粒度,一般是在3~4级,有时还会更大。江苏耐候板不能一火锻成,需要进行多次加热、少锻造。由于这些特点,加之偏析和夹杂物的影响,所以江苏耐候板应保证心部能够锻透,锻造比应在2.5~4范围内,以使钢锭内部组织均匀化,裂纹和疏松得到焊合
3)江苏耐候板在加热和冷却时内外温差比较大,热应力和组织应力也比较大加热冷却不当有可能造成开裂,由于截面尺寸大,氢的逸出比较困难,应防止白点的形成。江苏耐候板回火后快冷也会产生很大的残余应力,如直径700mn的34CrNi3Mo钢锻件在650℃回火后油冷,其轴向残余应力可达279MPa。
因此,大锻件回火后也应缓冷,以减少残余应力。江苏耐候板用钢在选择江苏耐候板用钢时,应根据锻件的尺寸、力学性能的要求、零件的服役条件和工艺性能等因素来考虑。

一、优良性能江苏耐候板可减小钢结构的维护费用,为解决外露无防护钢结构的防火防腐问题提供了新的解决方案, 如高压电塔
二、江苏耐候板的制作安装工艺与常规钢材基本相同,设计方法亦与普通钢结构相同,但需要更多试验验证
三、高强度江苏耐候板已在桥梁工程中推广应用,需要研究设计理论和方法
四、江苏耐候板也可运用于楼承板
工程实例:
(1)上海中福高层钢结构住宅约5000吨
(2)北京国家大剧院约300吨
(3)武钢技术中心大厦约3000多吨
(4)北京财富中心,摩根中心7000多吨
(5)中国残疾人体育艺术培训基地200多吨

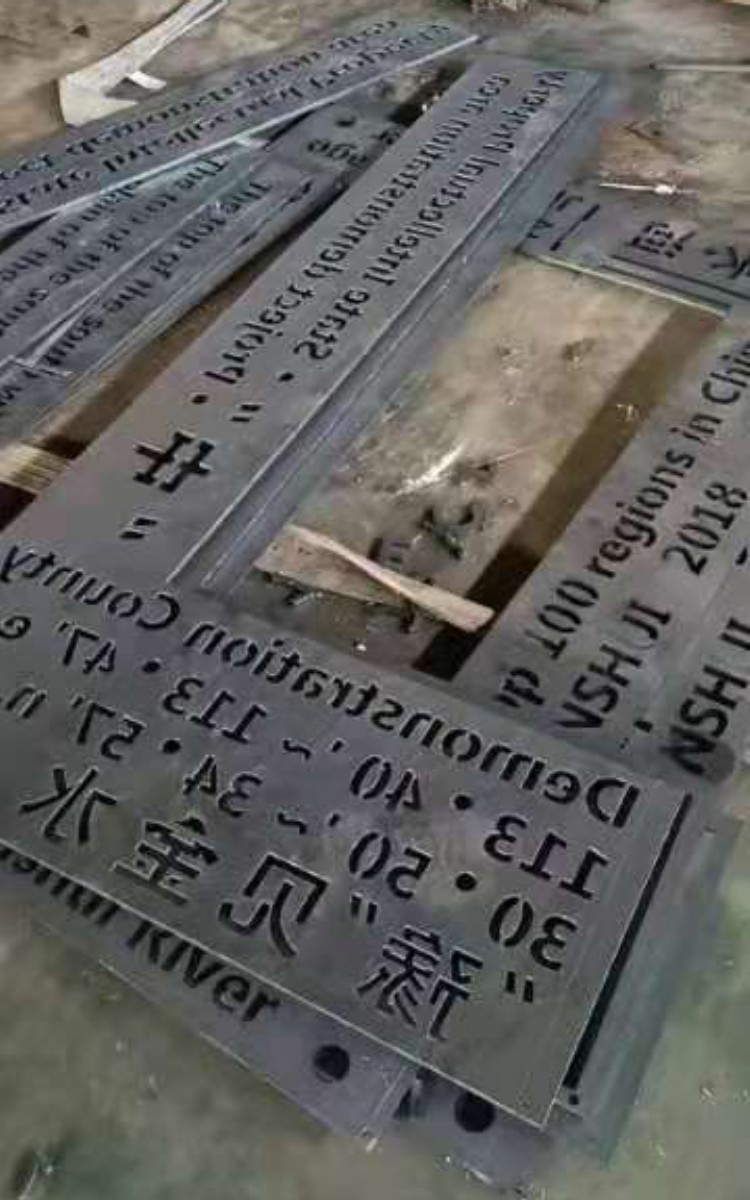

厚度大于50mm的江苏耐候板一般采用火焰切割,也叫氧气切割。其工艺大体如下:
(1)根据江苏耐候板的厚度安装适当孔径的割嘴;
(2)将氧气和燃气压力调至规定值;
(3)用切割点火器点燃预热焰,接着慢慢打开预热氧气阀,调节火焰白心长度,使火焰成中性焰,预热起割点。
(4)在切割起点上只用预热焰加热,割嘴垂直于江苏耐候板表面,火焰白心端距江苏耐候板表面1.5~2.5mm;
(5)当起点达到燃烧温度(辉红色)时,打开切割氧气阀,瞬间就可进行切割;
(6)在确认已割至江苏耐候板下表面后,就沿着切割线以适当的速度移动割嘴继续往前切割;
(7)切割终了时,先关闭切割氧气阀,再关闭预热焰的氧气阀。

侯经理

0510-85226663

13358113678

2762090087

2762090087@qq.com

无锡市城南路32-1号B厅336室

